

下穴不要、穴あけ+ねじ切り同時加工が可能!!
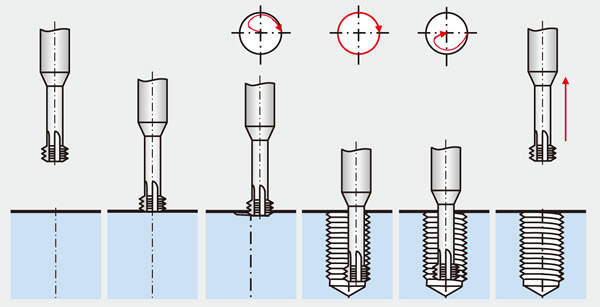 加工方法
加工方法
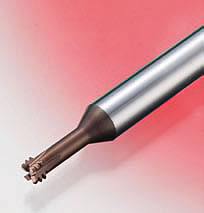
- 1本の工具で、高硬度鋼への穴あけ+ねじ切り同時加工が可能
- 強度の高い刃形設計により、高硬度鋼での苛酷な加工環境における刃先損傷を抑制
- THコーティングの硬度と対酸化性をさらに改善させたATHコーティング。高硬度鋼の加工で長寿命化、高能率化が可能になりました。結晶粒子がさらに微細化したSi系ナノコンポジットコーティングです。
- 硬度:3800HV、対酸化温度:1200℃。
- 高能率切削加工で性能を発揮します。
 折れ込みのリスクを低減!!
折れ込みのリスクを低減!!- めねじ内径より小さな径の工具を使用した加工であり、さらに切りくずが細かく分断されることで、切りくず排出性が向上し、折れ込みのリスクが低減されます。
- 一本で様々なねじ切り加工が可能!!
- 右ねじ・左ねじ・細目ねじとNCプログラムを変更するだけで対応可能です。
※同じ工具で加工できる並目ねじと細目ねじは呼び径が異なります。
(例)ET-1.25-16-PN 並目ねじM8×P1.25 細目ねじM10×P1.25 - 切削条件を自由に設定できます!!
- タップのように回転と送りを同期させる必要がなく、エンドミルと同様に使用できますので、加工環境に合わせた条件設定が可能です。
- 機械を選ばず加工が可能!!
- タップに比べて負荷が少ないため、低動力な主軸の機械でもご使用いただけます。
またタッピングホルダーのような専用ツーリングを必要としません。 - 良好な加工面を実現!!
- 断続切削により、むしれを抑制して良好な加工面を得られます。
- 不完全山部が少なく穴の底までねじ切り加工が可能!!
- エポックスレッドミルは不完全山部を設けておらず、エポックDスレッドミルは不完全山部が1山ですので、浅い穴の底までねじ切り加工を行いたい場合に最適です。
| ユニファイねじ用 ねじ深さD1×2倍 | |||
|---|---|---|---|
| 商品コード | 呼び径D1 | ピッチ | |
| EDT-U64-3.7-TH | No.1-64UNC | 1.854 | 0.397 |
| EDT-U56-4.4-TH | No.2-56UNC | 2.184 | 0.454 |
| EDT-U48-5-TH | No.3-48UNC | 2.515 | 0.529 |
| EDT-U40-5.7-TH | No.4-40UNC | 2.845 | 0.635 |
| EDT-U32-7-TH | No.6-32UNC | 3.505 | 0.794 |
| EDT-U36-8.3-TH | No.8-36UNF | 4.166 | 0.706 |
| EDT-U24-9.7-TH | No.10-24UNC | 4.826 | 1.058 |
| EDT-U20-12.7-TH | 1/4-20UNC | 6.35 | 1.27 |
| EDT-U28-12.7-TH | 1/4-28UNF | 6.35 | 0.907 |
| EDT-U18-15.9-TH | 5/16-18UNC | 7.938 | 1.411 |
| EDT-U16-19.1-TH | 3/8-16UNC | 9.525 | 1.588 |
| EDT-U14-22.2-TH | 7/16-14UNC | 11.112 | 1.814 |
| EDT-U13-25.4-TH | 1/2-13UNC | 12.7 | 1.954 |
| EDT-U12-28.6-TH | 9/16-12UNC | 14.288 | 2.117 |
| EDT-U11-31.8-TH | 5/8-11UNC | 15.875 | 2.309 |
 営業日カレンダー
営業日カレンダー


